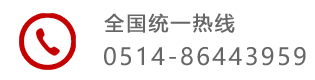

n刺进时,会将资料刮除堆积在两边及前端;当pin刺进到位后,受揉捏的资料会弹回,但回弹后的塑胶无法回到本来状况﹐ 仅仅部分回弹﹐弹回量约0.04mm(干与量为0.07mm时);拔出过程中,倒刺会刮除弹回的资料;倒刺插至结尾时所揉捏的资料在倒刺拔除时会弹回;当Pin彻底拔出后﹐与Pin合作的塑胶槽由于倒刺将资料刮除而变大﹐此刻再刺进端子﹐其坚持力将大大减小。所以﹐运用过的塑胶无法重复运用。
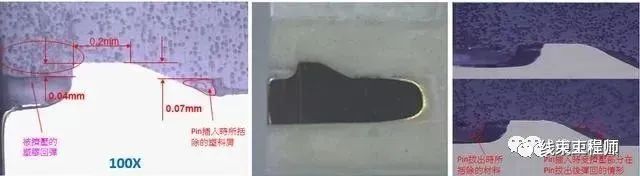
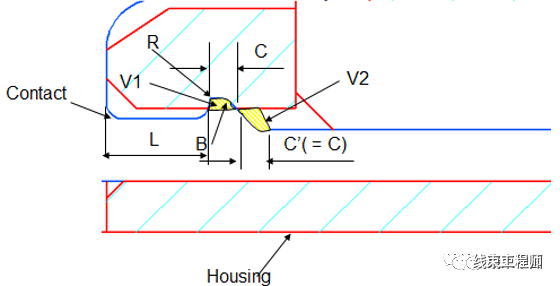
坚持力主要由F1 ,F2 所组成,为资料被刮除所形成的,因而在几许上影响坚持力的
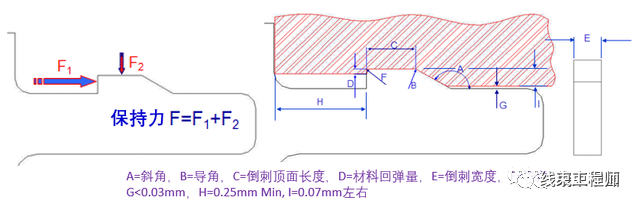
坚持力还与干与体积存在必定联系:干与体积越大,坚持力越大。相同的干与高度情况下﹐干与体积取决于干与长度C。参数C的巨细除了对坚持力有影响外﹐ 较大的受力面积,还会形成Housing内部应力散布区域添加而导致变形﹐从而使塑胶产生裂纹。所以﹐其设定值不宜过大。依据资料原料不同﹐其设定会有差异﹐LCP料要较HTN大一些。
以下主要是针对倒刺技能在塑胶本体较薄的连接器中呈现的问题展开讨论。以两种事例为主,讨论倒刺与坚持力/制品的contact gap,经过显微镜调查其干与景象,从而优化倒刺规划的主要参数。
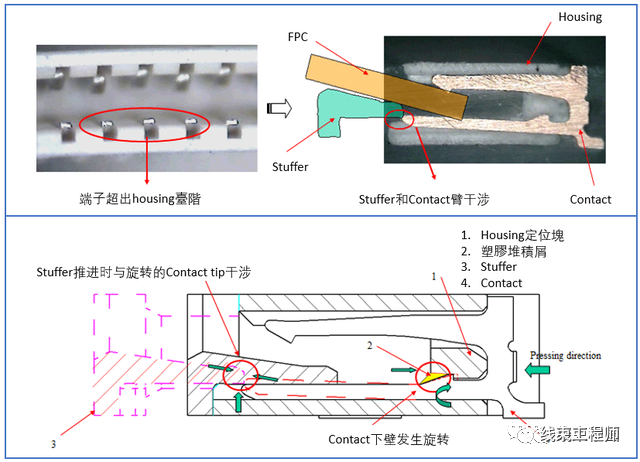
A. 线端与板端拼装时的倒刺结构规划问题,以FPC连接器为例:发现连接器端子上翘高出housing台阶, 形成FPC 刺进连接器后推动stuffer时,stuffer会顶到端子头部,导致stuffer难以推动。由于Stuffer推动时会与旋转的金属端子(Contact)产生干与。金属端子倒刺前端与Housing销孔的空隙较小,压入过程中塑胶屑堆积,金属端子下壁产生旋转。为改善此问题,Greenconn
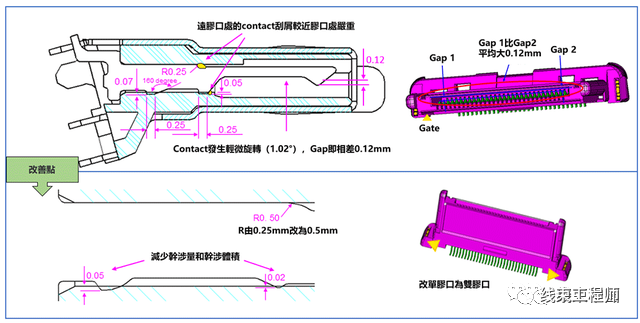
B. 连接器拼装工艺中倒刺结构规划问题:Gap1比Gap2均匀大0.12mm。原由于远胶口处的金属端子刮屑较严峻,而近胶口处较小,导致contact产生细微旋转(向下1.02度,Gap即相差约0.12mm)。对此,Greenconn工程师做了如下改善:
1. R由0.25mm改为0.5mm,从而使金属端子钝化,简单压入而不刮屑;
因连接器拼装过程中金属端子导入时,金属端子倒刺会损坏塑胶本体表皮安排,塑胶本体强度越弱,损坏越严峻,因而而产生堆塑胶屑和拼装应力, 导致“Furrow现象”的产生。因而,依据实际问题和影响坚持力的参数,在进行端子的倒刺结构优化时可依图从以下几点考量:
5、Housing销孔与金属端子(Contact)倒刺干与壁强度尽可能均匀
拔出时比其它座孔简单,则该座孔可能在运用中会引起接触不良的毛病。查看时的需求留意的几点(1)
与接插件的运用差异。今日,依据自己的从业经历、结合职业常识,与我们一起沟通讨论其三者的共性与差异。一、业界界说“
与接插件的运用差异。今日,依据自己的从业经历、结合职业常识,与我们一起沟通讨论其三者的共性与差异。 一、业界界说“
,有时分又需求断开,如果把它们焊接或许环绕起来固定在一起,需求断开的时分就
。一般,它是用绝缘塑料密封的金属片。两头都有孔,能够刺进、拧紧或松开电线。 在电气工程中,接线
Arm依据内核就能确认其根底信息,RISCV是不是厂家太多如同不一致吧?

